
Részesedés


Lapos szinkronizált ajtódísz papírok dekoratív felületű papírok, amelyeket úgy terveztek, hogy egy síkprofilú (lapos) beltéri ajtókat szinkronizált szemcsés vagy textúrájú mintázattal burkoljanak be, amely zökkenőmentesen illeszkedik a panelekhez, a keretekhez és a környező bútorokhoz. A szinkronizált dekorpapírok meghatározó előnye, hogy az ajtófelület vizuális szemcséssége, pórusszerkezete vagy mintája pontosan illeszkedik a laminálás során alkalmazott dombornyomott textúrához – olyan mélységet és valósághűséget eredményezve, amelyet a sima nyomtatott papírok nem képesek elérni.
Ezek a modern beltéri ajtógyártás elsődleges felületi anyagai, ajtógyártók, moduláris bútorgyártók és beépített gardróbgyártók használják, akiknek egységes, minőségi dekoratív felületre van szükségük. Ez az útmutató leírja, hogyan készülnek ezek a papírok, milyen specifikációk számítanak, hogyan működik technikailag a szinkronizálás, és hogyan kell helyesen kiértékelni és beszerezni őket.
Mindkét kifejezés olyan speciális műszaki tulajdonságokat ír le, amelyek megkülönböztetik ezeket a papírokat a szokásos dekoratív laminátumoktól vagy nyomtatott fóliáktól.
A „lapos” arra az ajtószerkezetre utal, amelyre a papírt tervezték – sima, sík ajtólap, elvezetett profilok, kiemelkedő panelek vagy öntött élek nélkül. A lapos ajtók uralják a kortárs és skandináv hatású belsőépítészetet, és a lakossági ajtógyártás egyre nagyobb részét teszik ki. A papírnak egyenletesen kell működnie az ajtó teljes felületén, anélkül, hogy a feszültségmentesítést a hajtogatott vagy becsomagolt profilok biztosítanák, így a méretstabilitás és a konzisztens tapadás nagy, megszakítás nélküli felületeken alapvető követelmény.
A szinkronizálás – más néven "regisztrált dombornyomás" vagy "EIR" (dombornyomott regiszterben) - azt jelenti, hogy a dombornyomógép által alkalmazott fizikai felületi textúra pontosan igazodik az alatta lévő nyomtatott szemcsékkel vagy mintázattal. Egy szinkronizált fa erezetű papíron például a dombornyomott póruscsatornák pontosan a nyomtatott sötét erezetvonalakra esnek, és a domborítás megemelkedett bordái a nyomat világosabb farost területeihez igazodnak. Az eredmény egy tapintható-vizuális koherencia, ahol az, amit látsz, és amit érzel, ugyanaz — az észlelt anyagi hitelességet erősen növelő hatás.
A nem szinkronizált papírok általános dombornyomott mintát használnak (gyakran egyszerű görgős textúrát), amelyet a nyomtatott mintától függetlenül alkalmaznak. Noha az előállítás olcsóbb, a vizuális eredmény észrevehetően laposabb és kevésbé meggyőző, különösen az ajtó- és falfelületi alkalmazásoknál gyakori gereblyézett fényviszonyok mellett.
A lapos szinkronizáló ajtódíszpapírok összetett szerkezetek. Az egyes rétegek megértése tisztázza, hogy az olyan specifikációk, mint az alaptömeg, a gyantaterhelés és a fedőréteg vastagsága miért számítanak a kész ajtó teljesítményében.
Az alapozó egy nagyon finomított, titán-dioxiddal töltött alfa-cellulóz papír. A TiO₂-tartalom adja a papír jellegzetes nagy átlátszatlanságát (általában 92% felett ), ami elengedhetetlen ahhoz, hogy a hordozó színe – MDF, forgácslap vagy HDF mag – ne látszódjon át és eltolódjon a nyomtatott dekor megjelenésén. Az ajtófelhordó papírok alapsúlyai általában innen indulnak 60 g/m² és 130 g/m² között , nagyobb súlyokkal olyan ajtóknál, ahol az aljzat felületi textúráját alaposabban kell maszkolni.
A dekorációt – fa erezet, kő, egyszínű, textil vagy absztrakt minta – rotációs mélynyomással vagy digitális tintasugaras nyomdagépekkel nyomtatják. A rotációs mélynyomás továbbra is a nagy gyártási sorozatok iparági szabványa, mivel egyenletes színmélységet és ismétlési pontosságot biztosít a tekercseken keresztül. 500 méter vagy több . A digitális tintasugaras nyomtatást egyre gyakrabban használják rövidebb sorozatokhoz, prototípusokhoz és egyedi dekorokhoz, a modern rendszerekkel, amelyek akár a felbontást is képesek elérni. 1200 dpi amely közel áll a rotációs mélynyomás minőségéhez.
Nyomtatás után a papírt hőre keményedő gyantákkal impregnálják – szinte általánosan melamin-formaldehiddel (MF) a felületre, és karbamid-formaldehidet (UF) a magpapírra egyes rendszerekben. A gyanta betöltése (a gyanta és a száraz papír tömegének aránya) kritikus specifikáció: jellemzően 80-130%-os gyantatöltés a közvetlen ajtófelületekre laminálandó dekorpapírok esetében . Az alulterhelés csökkenti a felület keménységét és nedvességállóságát; a túlterhelés ridegséget és repedést okozhat a présalakítás során.
Nagyobb tartósságú alkalmazásokhoz átlátszó fedőpapír (általában az alaptömeg 20-40 g/m² ) préselés előtt a dekorpapírra fektetjük. A szintén melaminnal impregnált és a kopásállóság érdekében időnként alumínium-oxiddal megtöltött fedőréteg jelentősen megnöveli a felületi keménységet és a karcállóságot. A rátétek alapfelszereltségnek számítanak a padlóburkoló alkalmazásokban (ahol a kopásállósági követelmények nagyon magasak), de kereskedelmi és nagy forgalmú lakóépületek ajtóin is használják.

A valódi nyomtatás és domborítás közötti szinkronizálás elérése folyamatos dekorpapírtekercsen precíziós mérnöki kihívás. A folyamat három szigorúan ellenőrzött gyártási szakaszból áll.
A szükséges precizitás miatt a szinkronizált dekorpapírgyártás lényegesen tőkeigényesebb, mint a nem szinkronizált alternatívák, ami az árprémiumban is megmutatkozik – a szinkronizált papírok általában 15-35%-kal drágábbak, mint a hasonló, nem szinkronizált dekorpapírok — de a vizuális minőségi különbség ezt indokolja a közép-prémium piaci szegmensben versenyző ajtógyártók számára.
Lapos szinkronizált ajtódíszpapírok beszerzésekor a következő specifikációk befolyásolják a legközvetlenebbül a kész ajtó minőségét, a gyártósor kompatibilitását és a hosszú távú felületi teljesítményt:
| Specifikáció | Tipikus tartomány | Miért számít |
|---|---|---|
| Alapsúly | 60-130 g/m² | A nehezebb papír jobban elfedi a szubsztrátum textúráját; befolyásolja a gyantafelvétel egyenletességét |
| Gyanta betöltés (illékony anyag mentes) | 80-130% | Meghatározza a felületi keménységet, a nedvességállóságot és a préskötési szilárdságot |
| Maradék nedvességtartalom | 4,5–6,5% | Kritikus a sajtóban tanúsított viselkedés gyógyításához; a túl száraz felhólyagosodást, a túl nedves leválást okoz |
| Illékony tartalom | 6-8% | Befolyásolja az áramlási viselkedést préselés közben és a végső felületi fényességet |
| Átlátszatlanság | >92% | Megakadályozza az aljzat színének átfolyását; nélkülözhetetlen a sorozatok egységes dekorszínéhez |
| Fényességi szint (nyomtatás után) | 2–90 GU (változatos) | A matt felületek (2–10 GU) dominálnak az ajtóknál; A magas fényűséghez speciális nyomólapok szükségesek |
| Domborítási mélység | 50-250 µm | A mélyebb domborítás növeli a tapintható realizmust; a présnyomás képességéhez kell igazítani |
| Formaldehid kibocsátási osztály | E1 / E0 / CARB P2 | A beltéri levegő minőségére vonatkozó előírásoknak való megfelelés; Az E1 az európai minimum, az E0 és a CARB P2 a prémium piacokon |
| Roll Width | 1250–2100 mm | A hulladék minimalizálása érdekében meg kell egyeznie a prés és az alaplemez méreteivel |
| Fényállóság | ≥6 (ISO 105-B02) | Ellenállás az UV-sugárzás okozta színfakulással szemben; az alacsonyabb minősítések 2-3 éven belül látható sárgulást okoznak az ablakok közelében |
A szinkronizált lapos ajtópapírokból elérhető dekorválaszték egyaránt tükrözi a tartós tervezési preferenciákat és a változó belső trendeket. A domináns dekorációs kategóriák megértése segít az ajtógyártóknak abban, hogy termékpalettájukat a piaci kereslethez igazítsák anélkül, hogy a lassan mozgó cikkszámokat túlterhelnék.
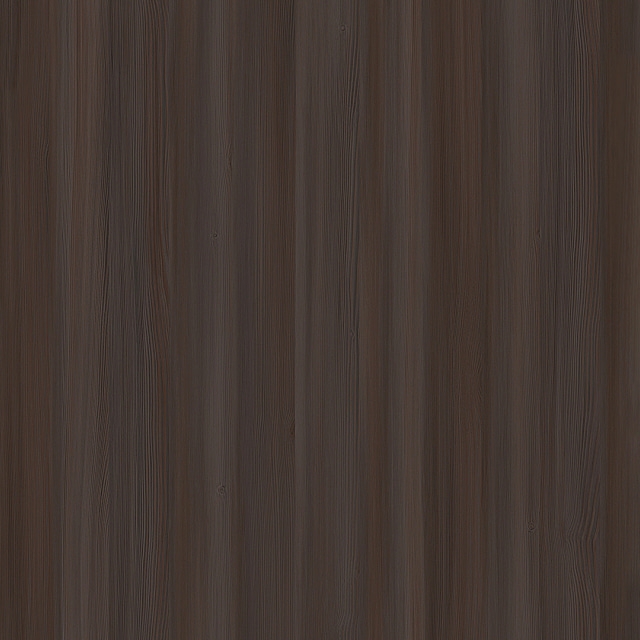
Folyamatosan a faszemcsék teszik ki az ajtódíszpapír-felhasználás legnagyobb részét világszerte – iparági becslések szerint A teljes ajtódíszpapír mennyiség 60-70%-a . A tölgy domináns az európai és észak-amerikai piacokon, különösen a könnyű, természetes és szálcsiszolt tölgy változatok iránt. A dió, a kőris és az eukaliptusz erős másodlagos kategória. A szinkronizált fa erezetű papírok vizuálisan meggyőző eredményeket adnak, mivel a regisztrált póruscsatornák olyan tapintási mélységet hoznak létre, amely a fa erezetét hitelesebbé teszi, nem pedig nyomtatottnak.
Az egyszínű papírok – különösen a fehér, világosszürke, antracit és fekete – a második legnagyobb kategória, amelyet a minimalista és kilincs nélküli konyhai és gardróbrendszerek folyamatos növekedése vezérel, ahol az ajtók egységes színséma részét képezik. Az egyszínű papírokon végzett szinkronizálás finom lenvászon, beton vagy szálcsiszolt fém textúrákat hoz létre, nem pedig a szemcsék összehangolását, és azért értékelik, mert mélységet ad az egyébként lapos, műanyag felülethez.
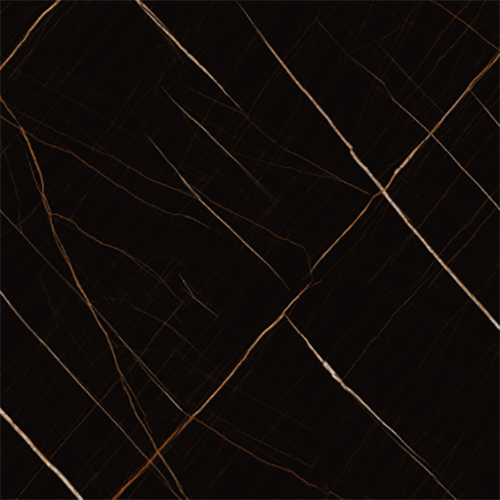
A kőhatású és betonhatású papírok a leggyorsabban növekvő dekorkategóriát jelentik az ajtó- és panelalkalmazásokban, amelyet az ipari és loft-esztétika népszerűsége a lakossági tervezésben vezérel. A szinkronizált betondíszek különösen hatásosak, mert a dombornyomott mikrotextúra megerősíti az öntött felület érdességének vizuális benyomását, így a papírfelületű panel a súly és a költség töredékével megkülönböztethetetlen a valódi betontól.
A lenvászon, a szövetszövés és a geometrikus mintázatú dekorok kisebb, de dizájntudatos rést foglalnak el, elsősorban a vendéglátóipari belső terekben, a kiskereskedelmi berendezésekben és a prémium lakóépületekben. Ezek a papírok nagy előnyt jelentenek a szinkronizálásban, mivel a szövött vagy geometriai textúra tökéletesen illeszkedik a nyomathoz, így olyan felületeket hoznak létre, amelyek fényképeznek és valóban anyaggazdagként jelennek meg.
A lapos szinkronizált dekorpapírokat két elsődleges préstechnológia egyikével hordják fel az ajtófelületekre, amelyek mindegyike más-más hatással van a gyártási mennyiségre, a berendezések befektetésére és az elérhető felületminőségre.
A rövid ciklusú laminálásnál az előre impregnált dekorpapírt fűtött nyomólappal préselik a hordozóra (jellemzően MDF-re vagy forgácslapra). A préselési hőmérsékletek 170-210 °C és nyomása 20-35 kg/cm² ciklusidejére vonatkoznak 25-60 másodperc , kikeményíti a melamingyantát és a papírt tartósan a panelhez köti. A nyomólap a kikeményedés során saját dombornyomott textúráját viszi át a papír felületére, a szinkronizált rendszerekben pedig a nyomólap textúráját a préselés megkezdése előtt regisztrálja a papírnyomathoz.
Az SCL a lapos ajtólapok domináns gyártási módja a közepes és nagy volumenű gyártásban, modern, kerékpározásra alkalmas présekkel. 8-12 panel percenként automatizált többnapos konfigurációkban.
Folyamatos préseléskor a papír és a szubsztrátum folyamatos folyamatban halad át a fűtött acélszalagok között. A kettős szalagos préseket elsősorban a nagy volumenű panelgyártásban használják, ahol az állandó, nagy sebességű kimenet prioritást élvez. A folyamatos préselés szinkronizálási kihívása összetettebb, mint az SCL-ben, mivel a papírnak a mozgó szalag textúrájában kell maradnia a teljes préselési hosszon – jellemzően 6-20 méter . A fejlett rendszerek szervovezérelt papíradagolást használnak a regisztráció valós idejű fenntartásához.
Míg a lapos ajtókat elsősorban SCL vagy DBP gyártja, egyes ajtógyártók flexibilis PVC- vagy poliuretán fóliát használnak papír helyett a csomagolt vagy profilozott elemekhez ugyanazon az ajtón. Fontos, hogy a papír alapú szinkronizált dekorációkat kifejezetten a lapos homlokpanelekhez határozzuk meg, mivel a fólia- és papírfelületek különböző fényességgel, tapintási tulajdonságokkal és öregedési jellemzőkkel rendelkeznek, amelyek vizuálisan ellentmondásosak lesznek, ha ugyanazon az ajtószerelvényen keverik őket.
A lapos szinkronizált ajtódekor papírokat a felületi teljesítményre, a beltéri levegő minőségére és a fenntarthatóságra vonatkozó megállapított szabványok szerint tesztelték. Az ellenőrzött tanúsítvánnyal rendelkező papírok megadása megvédi a gyártókat a minőségi vitáktól, és megfelel az egyre szigorúbb végfelhasználói és szabályozási követelményeknek.
A laposajtó-gyártók többféle felületi anyaglehetőséget kínálnak. Annak megértése, hogy a szinkronizált dekorpapír hol helyezkedik el az alternatívákhoz képest, tisztázza az értékajánlatot, és segít a termékek helyes pozicionálásában a piacon.
| Felületi anyag | Vizuális realizmus | Felületi tartósság | Relatív költség | Javíthatóság | Fenntarthatóság |
|---|---|---|---|---|---|
| Szinkronizált dekorpapír (EIR) | Magas | Magas | Közepes | Alacsony | Jó (FSC elérhető) |
| Nem szinkronizált dekorpapír | Közepes | Magas | Közepes-Low | Alacsony | Jó (FSC elérhető) |
| PVC / CPL fólia | Közepes | Közepes | Alacsony | Alacsony | Gyenge (nem újrahasznosítható) |
| Magas-Pressure Laminate (HPL) | Magas | Nagyon magas | Magas | Alacsony | Mérsékelt |
| Valódi fa furnér | Nagyon magas | Közepes | Nagyon magas | Közepes (sandable) | Változó |
| Lakkozott/festett MDF | Közepes | Közepes | Magas | Magas (repaintable) | Mérsékelt |
A szinkronizált dekorpapír a legerősebb pozíciót foglalja el a közepes és prémium lapos ajtók gyártásában – kiváló vizuális valósághűséget és tartósságot biztosít jóval a HPL vagy a valódi furnér alatti költségponton, jobb környezetvédelmi tulajdonságokkal, mint a PVC fólia alternatívái.
Az ajtógyártók és panelgyártók, akik nagy mennyiségben szerzik be a lapos szinkronizált dekorpapírokat, a megbízható beszállító és az inkonzisztens beszállító közötti különbség közvetlenül a gyártás minőségében és az ügyfelek megtérülésében mutatkozik meg. Ezek az árakon túlmenően értékelendő kulcstényezők.
A gyártási tételek közötti színeltolódás a leggyakoribb minőségi kifogás a dekorpapír beszerzésben. A jó hírű beszállítók betartják a színtűrést ΔE ≤ 1,0 gyártási tételek között, fő referenciaszabványhoz mérve. Mindig kérjen és őrizzen meg fizikai standard színmintákat a bejövő minőségellenőrzéshez – a spektrofotometriás mérés önmagában kihagyja a szemmel látható textúra és fényesség eltéréseit.
A szinkronizálás minőségét minden szállított tekercs több pontján kell ellenőrizni, nem csak az elején. Kérjen beszállítói adatokat a regisztrációs tűrésméréshez a teljes gyártási tekercsekre vonatkozóan. Az ajtóminőségű szinkronizált papírok elfogadható regisztrációs eltolódása általában ±0,3 mm a teljes tekercshosszon ; minden ezen kívül látható deszinkronizálást eredményez a tekercs utóbbi részéből kivágott paneleken.
Az impregnált dekorpapírok higroszkóposak – felszívják a levegőből a nedvességet, és ennek következtében a gyantatartalmuk megváltozik, ami befolyásolja a prés viselkedését. A tekercseket a következő helyen kell tárolni 18-22°C és 50-60% relatív páratartalom , nedvességzáró csomagolásba csomagolva, közvetlenül a felhasználás előtt. A hosszabb ideig ezeken a feltételeken kívül tárolt papírok nem egyenletesen nyomódnak, és felületi hibákat okozhatnak, beleértve a hólyagosodást vagy egyenetlen fényességet. Erősítse meg a szállító csomagolási szabványát, és ellenőrizze a tekercs állapotát az átvételkor, mielőtt átveszi a szállítást.
Minden szinkronizált dekorpapírnak van egy optimális préselési paraméterablaka – hőmérséklet, nyomás, ciklusidő és nedvességtartalom –, amelyet pontosan be kell tárcsázni a megadott felületi eredmény eléréséhez. Egy megbízható beszállító részletes préselési irányelveket ad minden egyes termékhez, és technikai támogatást nyújt a paraméterek optimalizálásához, amikor új dekorációt vezetnek be a gyártósoron. Azok a beszállítók, akik nem tudják benyújtani ezt a dokumentációt, valószínűleg nem tartják meg a nagy volumenű ajtógyártáshoz szükséges konzisztenciát.
A környezetbarát, egészséges és divatos otthoni dekorációra összpontosítunk, így a lakóteredet egyedi varázsa ragyogja.
Copyright © Hangzhou Xinyue Decorative Materials Co., Ltd. All rights reserved.
Egyéni dekoratív papírok gyártói